


Praca z metalem to nie jeden typ zagrożenia. Raz problemem jest ostry rant (przecięcie), innym razem drut/wióry (przekłucie), a jeszcze innym tarcie i brud. Najdroższy błąd to kupowanie „najwyższej antyprzecięciówki” na wszystkie stanowiska – rękawice są niewygodne, ludzie je zdejmują, a koszty rosną. Dobór powinien iść stanowiskami: osobno cięcie i obróbka blachy, osobno montaż i kompletacja, osobno UR/oleje. Wpis pokazuje prostą checklistę ryzyk, jak czytać parametry EN 388 w kontekście metalu oraz jak wdrożyć 2–3 modele rękawic, które realnie obniżą zużycie i podniosą bezpieczeństwo.
- dodano: 07-03-2026
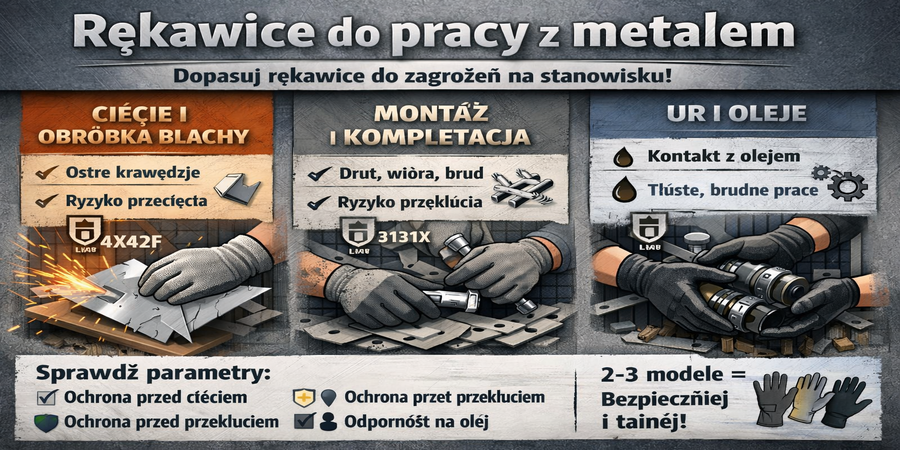
Rękawice do pracy z metalem: ostre krawędzie, przekłucia i przecięcia – dobór BHP bez przesady
W metalurgii, obróbce blachy i zakładach produkcyjnych najwięcej urazów dłoni bierze się z prostych rzeczy: ostre krawędzie, zadziory, wióry, drut, elementy pod napięciem sprężystym. I tu często pojawia się błąd: „kupmy najmocniejsze rękawice antyprzecięciowe dla wszystkich”.
To prawie zawsze kończy się:
-
brakiem czucia,
-
zdejmowaniem rękawic do precyzji,
-
większym zużyciem (bo rękawica nie pasuje do pracy),
-
i… wcale nie mniejszą liczbą urazów.
Poniżej masz dobór „po BHP”: konkretnie, stanowiskami i zagrożeniami.
1) Najpierw rozpoznaj, co realnie grozi dłoniom
W pracy z metalem zwykle miesza się 4 typy ryzyk:
A) Przecięcie (ostry rant, blacha, profil)
To sytuacje, gdzie „krawędź tnie” – tu priorytetem jest odporność na przecięcie.
B) Przekłucie (drut, wióry, ostre elementy punktowe)
To nie to samo co przecięcie. Tu liczy się odporność na „wbicie”.
C) Ścieranie (przenoszenie, szlif, tarcie)
Tu wygrywa trwałość powłoki i odporność na tarcie.
D) Oleje i chłodziwa (utrzymanie ruchu, obróbka)
Tu kluczowy jest chwyt w zabrudzeniach i odporność powłoki na środowisko pracy.
Zasada: dobierasz rękawicę pod dominujące ryzyko, a nie „pod najgorszy scenariusz dla wszystkich”.
2) Dobór stanowiskami: 3 role, które porządkują temat
W większości zakładów metalowych działają 3 role:
Rola 1: Cięcie / obróbka blachy / praca na krawędzi
Priorytet:
-
odporność na przecięcie,
-
sensowna manualność (żeby nie zdejmować),
-
powłoka dla chwytu.
To jest stanowisko, gdzie „antyprzecięciówka” ma realny sens.
Rola 2: Montaż / kompletacja / pakowanie elementów metalowych
Priorytet:
-
manualność,
-
chwyt,
-
odporność na ścieranie.
Tu często wystarczy rękawica dobrze chwytna i wygodna, bo nie zawsze masz aktywne „cięcie krawędzią”.
Rola 3: UR / serwis / obróbka w oleju i chłodziwach
Priorytet:
-
chwyt w oleju,
-
trwałość powłoki w zabrudzeniach,
-
wygoda w manipulacji narzędziami.
Tu „antyprzecięciówka” bez powłoki pod olej potrafi być kompletnie nietrafiona.
3) Jak nie przesadzić z ochroną (bo to też koszt i ryzyko)
Najczęstszy błąd: rękawica jest tak „twarda”, że pracownik:
-
gorzej manipuluje,
-
ma większą tendencję do zdejmowania,
-
i robi czynności bez ochrony.
Dobór BHP ma działać w praktyce.
Jeśli rękawica nie jest noszona – nie chroni.
Dlatego:
-
antyprzecięciowe daj tam, gdzie naprawdę jest krawędź,
-
a na resztę zastosuj modele pod chwyt i wygodę.
4) Przekłucia i wióry – o tym wiele firm zapomina
Wióry i drut potrafią „wejść” punktowo. Jeśli masz takie przypadki, patrz na:
-
odporność na przekłucie,
-
konstrukcję rękawicy,
-
dopasowanie do dłoni (bo luźna rękawica łatwiej „złapie” element).
W praktyce: jeśli problemem są przekłucia, sama „odporność na przecięcie” może nie wystarczyć.
5) 6 sygnałów, że rękawice są źle dobrane do metalu
-
Ludzie zdejmują rękawice do precyzji.
-
Częste rozdarcia mimo „antyprzecięciowych”.
-
Przekłucia w okolicach palców mimo wysokiej odporności na przecięcie.
-
Brak chwytu w oleju/chłodziwie.
-
Skargi na „sztywność” i ból dłoni.
-
Zużycie rośnie po zmianie procesu (np. inna blacha, inne krawędzie) – rękawice nie nadążają za realiami.
6) Najprostsze wdrożenie: test 3–5 dni + liczenie zużycia
-
Wybierz 2–3 modele:
-
pod przecięcia (krawędź),
-
pod montaż/kompletację,
-
pod olej/UR.
-
-
Daj na odpowiednie stanowiska.
-
Test 3–5 dni: policz pary/osoba/dzień i powód wymiany.
-
Ustaw zakup hurtowy pod rotację i rozmiary 8/9/10 jako trzon.
To w praktyce obniża zużycie bardziej niż „kupienie droższych”.